




碟形封头制造厂-力拓封头(在线咨询)-安徽碟形封头制造厂
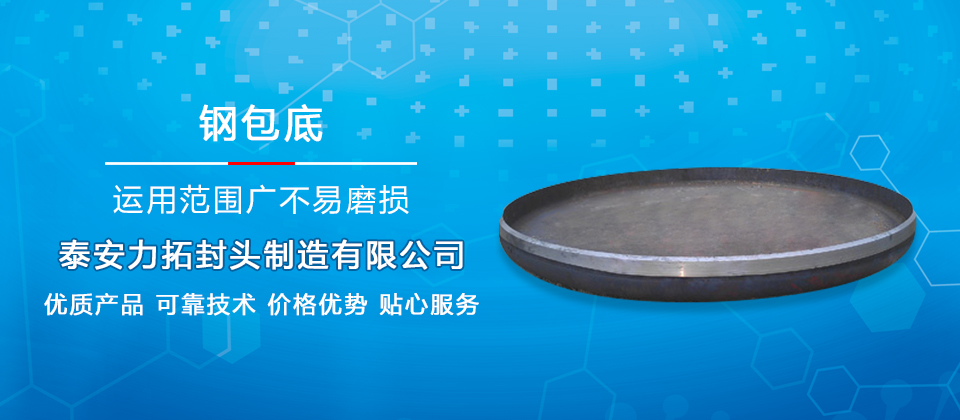
泰安力拓封头制造有限公司
经营模式:生产加工
地址:山东省泰安市泰山区邱家店工业园
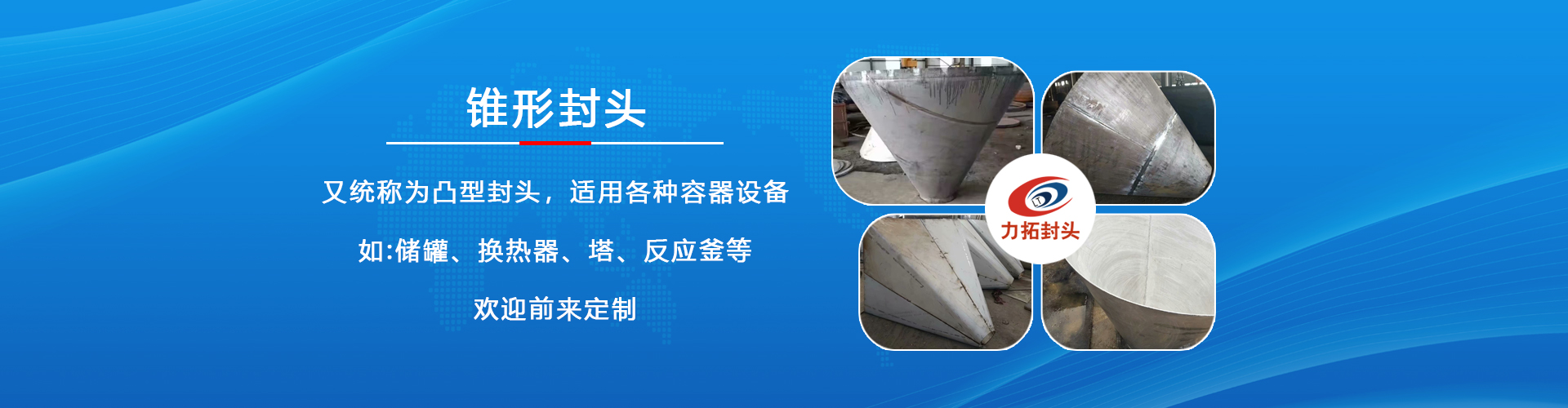
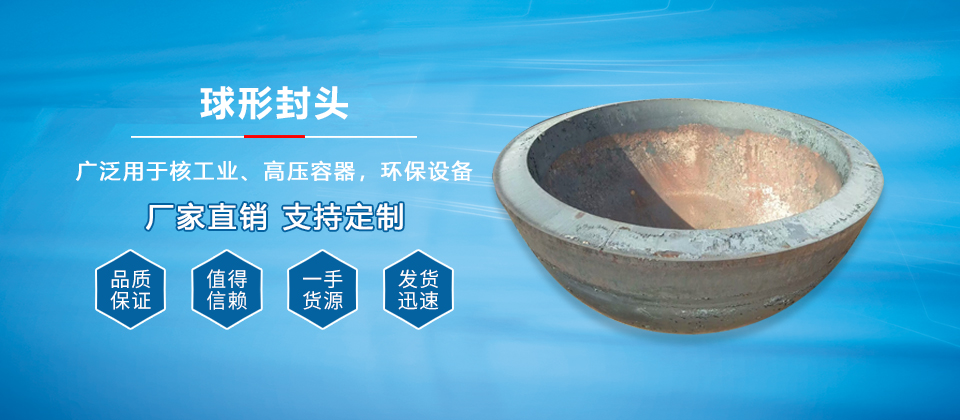
主营:锅炉封头,异型封头,球形封头,锥形封头,管板
业务热线:0538-8761448
QQ:157400673
产品详情 联系方式
产品品牌:力拓封头
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效

椭圆封头与蝶形封头本质的区别就在于它们的外观,椭圆封头底面圆弧较大,近似于半球形状,深度高于蝶形封头;而蝶形封头的底面圆弧较平,却近似于平底封头,所以深度较浅;正是因为如此,所以椭圆封头的制造难度也会较大一些,但是它的承压效果却比蝶形封头好,所以在一般的高压容器密封元件中,会选择椭圆封头来密封。






压力容器焊接结构的焊接方法 的压力容器的焊接方法:手工电弧焊,埋弧焊,弧焊接。手工电弧焊:手工电弧焊也称为焊条电弧焊的焊接方法,是一种可用于焊缝金属与母材在焊缝金属和母材形熔化形成焊缝的一种焊接方法。此种焊接方法设备简单,成本低的交流或直流焊接电源。此种焊接方法灵活方便,可用于各种位置的焊接,甚至适用于各种焊接工件的厚度和形状。焊条范围广泛可用于不同钢材的焊接。焊接质量的好坏主要取决于工人的技术水平和焊条的质量。埋弧焊是焊接的焊剂保护层下电弧进行燃烧焊接的一种焊接方法。在造船,压力容器,重型机械、等制造业中应用的非常广泛,它是现在应用广泛的焊接方法。其显著特点是生产,这是因为一方面,焊丝的长度短,电流和电流密度增加,因此弧深效率大大提高。另一方面,由于磁通和炉渣保温和电弧基本无辐射热损失,减少飞溅的溶液,虽然对熔剂熔融热损失有所增加,但总的热效率仍然大大增加。高质量的焊缝,熔渣隔绝空气的保护效果好,焊接参数可以通过自动调节保持得到,在要求焊工技术水平不高,焊缝成分稳定,力学性能好。除了减少手工焊接操作的劳动强度,它没有弧光辐射,这是埋弧焊的独特优势。弧焊接是在传统电弧焊接的基础,采用的焊接材料和燃烧反应保护惰性气体,用电热使焊接熔化成液体焊料基体对焊接熔池的形成中,基体金属,在焊接技术焊接材料的原子结合的一种焊接技术。这个过程包括:压力容器的焊接打底、中层施焊、盖面、焊后热处理、焊缝的无损检测。
蝶形封头外形的要求: JB/T4746 封头标准划定: 1、 封头必需用全样板搜检外形。 2、 外形公役:外凸不年夜于1.25%Di,内凹不年夜于0.625%Di。 3、 过渡段内半径不得小于图样划定值。 4、 球面体:曲率巨细影响封头厚度 5、 过渡段:降低球面与筒体毗连的峰值应力 6、 直边:禁止过渡段峰值应力与筒体组对的焊接应力叠加

赵经理先生
手机:13805389132


